|
商品の詳細:
|
| 保証: | 1年 | 売り上げ後のサービスは提供した: | 依託し、訓練する分野の取付け利用できる海外第三者サポート |
|---|---|---|---|
| 電圧: | カスタマイズされる220V/380V | 条件: | 新しい |
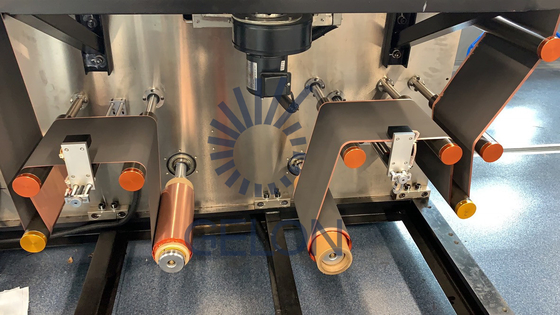
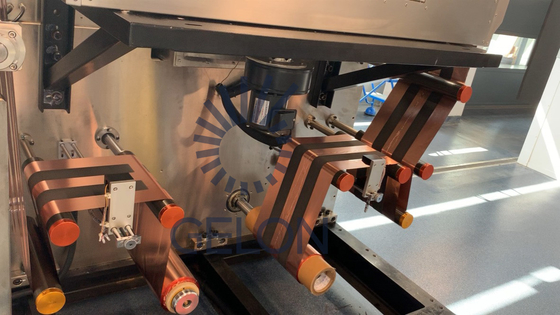
| 材料: | ステンレス鋼 | 適用: | 電極の作成 |
| 適用分野: | リチウム イオン電池 | ||
| ハイライト: | 電極の製造業電池の生産設備,ステンレス鋼 スロットはコーター死ぬ,電池の生産設備300mmのコーティング |
||
![]()
I. Equipment変数
| 基本原料の厚さ | アルミ ホイル:0.010-0.030mmの銅ホイル:0.006~0.030mm |
| 基本原料の幅 | アルミ ホイル:100-320mmの銅ホイル:100-320mm |
| 最高。ぬれたコーティングの厚さ | 8-400um (スラリーの粘着性は許可される) |
| 最高。コーティングの幅 | 300mmの最高。コーティング ロール幅:360mm |
| 機械テープ速さ | 0.5-7m/min |
| コーティングの速度 | 0.1-1.0m/min |
| 乾燥オーブンの長さ | 1部の乾燥したオーブン* 1.2m/part=1.2m |
II.装置の指定
1 . コーティング方法:スロットは断続的なコーティングの間隔コーティングの死ぬ:5-8000 mm±1 mm (電池の指定に従って調節可能な)
2. コーティングの精密:
正確さの許容の2.1乾燥した厚さ::単一側の陰極:±2.5umの陽極:±2.5um (断面測定は4-5ポイント、垂直断面の測定の間隔100mmである)
2.2コーティング肯定的で、否定的な直線の許容: <>
2.3平均長さの許容:≤±1.0mm
2.4平均幅の許容:≤±1.0mmは気づいた:上で第1及び第2表示器はときスラリーの状態(粘着性、粒度、均等性、等)のマッチ装置変数の設定最もよい効果をもたらすべきである
3. 電池の内部の直径:3インチは、空気拡張のローラーを採用する
4. 張力制御:上塗を施してある浮遊ローラーの張力PID制御
5. 偏差の訂正の制御正確さ:±0.01mmの偏差の正確さ:±1mm
6. オペレータは前部からコーティングのメカニズムを作動させる
7. 乾式:A.Hotの空気乾燥、熱気の循環(上部の供給の空気);または上部および下の供給の空気B.Heating:電気暖房5.0 KW*1 part=5.0 KW C.Heater
8. オーブンの長さ:1part*1.2m/part=1.2m
9. オーブン材料:ステンレス鋼
10. オーブンの温度:調節可能な室温~150の℃温度調整の正確さ< ±5 ℃ III.の科学技術プロセスはほどく装置に置かれる電極の基質自動的に調整され、次に振動腕の張力システムを入れる。ほどく張力を調節した後、それはコーティングの頭部を書き入れ、電極のスラリーは塗装システムの配置プログラムに従って塗られる。上塗を施してあるぬれた電極は熱気が乾燥するオーブンに入る。乾燥の後で、電極の張力は張力システムによってコーティングの速度とそれを合わせるために風速は制御されるが、調節される。電極は訂正システムによって自動的にセンター・ポジションでそれを保つために訂正され巻く装置は巻くことのために使用される。
コンタクトパーソン: Ekain Zhang
電話番号: +8618669965529
ファックス: 86-0539-8067529