|
商品の詳細:
|
| 電源: | 単相 AC220V±10% 50Hz | 空気の供給: | 0.5~0.7mpa(エア供給0.5MPa時、必要流量300NL/min) |
|---|---|---|---|
| 作業温度: | 0~55℃ | 使用環境: | 腐食性ガスや可燃性環境、粉塵の厳しい環境がないこと |
| 寸法: | 2850 X 2050 X 1800mm (カスタマイズされた) | 色: | シルバー (カスタマイズ) |
| 重さ: | 約3000kg(≤750KG / m2) | 力: | 12kw |
| ノイズ: | ≤ 75db (ダスト吸引ファンを除く) |
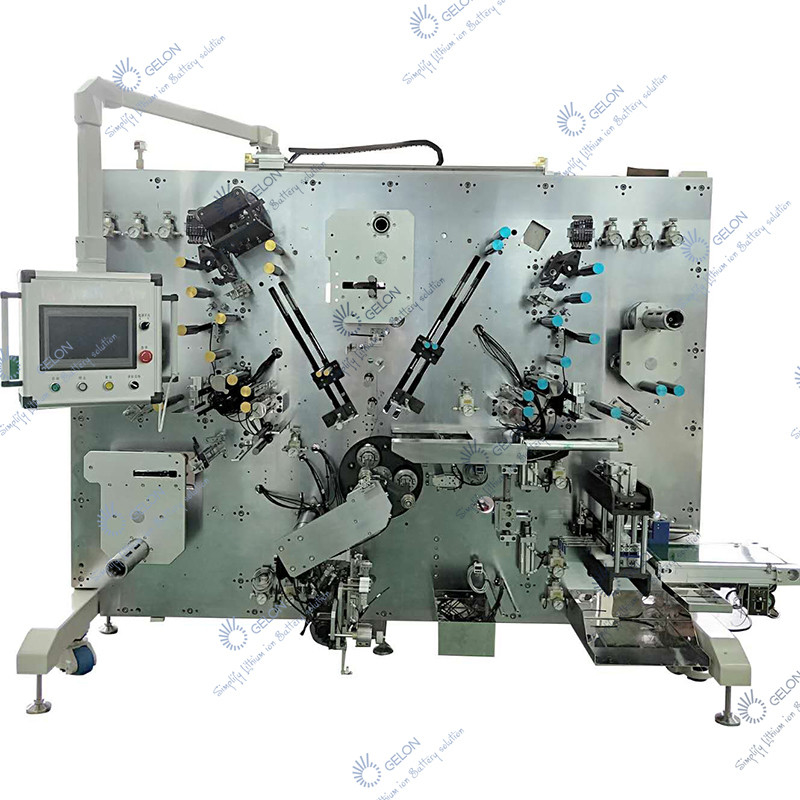
自動巻線機プロジェクト 電池組立生産設備![]()
私。序章
特徴:
1. 針の引き・押し・反転にはフルカム制御を採用。装置は安定しており、効率が高く、故障率が低いです。
2.電極は、製品の品質を確保するために、巻き戻し、プロセス、および巻き取り前の3方向の偏差補正制御を採用しています。
装置は、除塵、張力制御、品質検査、測長、走行偏差補正、静電気除去などの機構を経て、リチウムイオン電池要素の正負極片と隔膜を電池セルに巻き付けます。セルの生産完了後、ショートテスト、放電不良、コンベアベルトからの送信。
II.仕様
| ローラー | 幅(mm) | 厚さ(μm) | 長さ (mm) | 材質 外径最大(mm) | 材質 ID (mm) | |
| 陰極 | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| アノード | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| セパレーター | 2 | 40-70 | 12-35 | Φ300 | Φ76.2 | |
| ストラップテープ | 1 | 25-65 | 20-60 | Φ200 | Φ76.2 |
1.巻き方:
A. 3 本の巻き針による 3 位置巻き。
B. 針径 Ø 3.5 (またはカスタマイズ (Ø 3.5 - Ø 8.0))
C.巻径:Φ18~Φ23mm(18650、21700等に適用)
D. タブの数: カソードとアノードの両方、またはすべてのタブで 1 ~ 2 個
E. 露出タブの長さ: 8-25mm
2・巻精度
A. カソードとアノードの位置合わせ: ± 0.3mm
B. 電極とセパレーターの位置合わせ: ± 0.3mm
注:カソードとアノードはそれぞれ3回修正されます(巻き戻し修正、プロセス修正、巻き取り修正)
C. セパレータの 2 層の位置合わせ: ± 0.5 mm
3.巻上容量
1. 生産能力
生産速度: 長さ 1200mm の陽極内で ≥ 20 ppm。(21700セル)
作物動員率 ≥ 95%
動員率 = {総生産量 / (起動時間 - 必要控除時間) × 設備の理論的生産速度} × 100%、必要控除時間: 給油やベルト接続のための生産準備時間など、設備以外の理由によるダウンタイム。
2. 合格率 ≥ 98%
合格率=良品の総数/(総生産量-必要控除額)×100%(不良品を除く)
テープの接続不良、箔の長さの許容範囲外、タブの欠落不良など、装置以外の要因による不良品の数量を差し引く必要があります。
カソードとアノードの張力: 20N 調整可能 (設定可能)
ダイヤフラムテンション:10N調整可能(設定可能)
III.Equipment 構造:
1. 電極とセパレーターの巻き出し機構
A. 巻き出しラックは両持ち片持ち構造です。
B. センタードライブ、アクティブ巻出し、自動ズレ補正機構にACサーボモーターを採用。
C. 送りシャフトを空気圧で締めます。
2. パッシングローラー
A.機能:カソードとアノードの巻き上げプロセスとセパレーターの移行メカニズムとして使用されます
B.機構構成:アルミローラー、ベアリング、ローラーシャフトなどで構成
3. 電極切断機構
A. 電極とセパレーターはカッターが動くように設計されています。
B.カッター全体が独立したモジュールを採用しているため、分解、調整、メンテナンスに便利です
C. カッターの寿命: ≥ 300000 回
D. カッター部にゴミ取り機構を搭載
E.マンマシンインターフェースには、設定回数と実際の使用回数の表示ウィンドウがあります。
4.セパレーターカット機構
A. 鋸刃冷間切断機
B. カッターの寿命: ≥ 300000 回
5.巻取り制御
部品は3針3ステーション動作モードを採用し、カムが針を引っ張り、回転針はACサーボモーターによって駆動され、角度位置と線速度は閉ループで自動的に制御できます。反転機構はデバイダ駆動で、安定した反転が可能です。
6. 偏差補正制御
電極とセパレータの巻き出しずれ補正、電極の工程ずれ補正、巻き取り前のずれ補正で構成されています。
ずれ補正機構は、検出素子とアクチュエータで構成されています。光電センサで電極の基準エッジを検出し、電極がずれているかどうかを判断し、ずれ補正ローラーを前後に揺動または移動させてずれを補正します。エラー訂正状況はマンマシンインターフェースに表示されます。
A. 巻き出し偏差修正: 巻き出し材料シャフト (材料コイル同期) と偏差修正スイング ロッドは、巻き出し電極とセパレーターの位置が安定し、許容範囲内であることを保証するために、同期全体偏差修正に使用されます。
B.プロセスずれ補正:送り出し前の位置で、送り出し位置への電極の精度をさらに確保するために、ずれ補正ローラーが前後にスイングします。
C. 巻き取り前の修正: 電極カッターの下、巻き取り前 (巻き取り針のすぐ近く)。電極がセルに入るときに、ロールアウトされたセルの位置合わせが範囲内であることを確認してください
7. 箔接続検出
ホイル接続識別は、電極に不透明なテープのカラー ラベル (赤を推奨) で貼り付けます。カラーコードセンサーで検知し、不良電極1本として排出します。テープ接続の安定性を検出するために、手動のラベル付けはマシンのラベル付けと一致しています。
8.測長車の仕組み
測定部電極長
9. 短絡試験
装置にはセルショートテスト(HI-potテスト)機能があり、ショート不良は別途不良品箱に排出されます。
10. 制御システム
PLC、サーボ、光ファイバーは、安定した動作と便利な変更を備えたバスモードを採用しています。
11.操作インターフェース
A.英語の操作インターフェース
B.モデルサイズの調整項目と効率、張力、センサー補正などを変更することにより、装置パラメーターが調整されます。装置には、9セットのモデルプロセス設定パラメーターが保存されます。
C. 総生産数、良品数、不良品数を記録できる
12. 静電気防止と除塵
A. カソードとアノードは別々のセクションになっています。
B. 電極には除塵機構が搭載されており、ブラシ洗浄と負圧吸引により電極両面のゴミを取り除きます。
C. 電極切断部には集塵装置が付いています。
D. セパレーターには静電気除去装置が付いています。
13.安全保護
A.ハードウェアと配線をさらに分割し、強い電流と弱い電流を分離し、短絡過負荷、漏れ、および障害保護を提供して保護機能を提供できます
B. 巻き取り位置と切断位置には安全警告標識があり、セパレーターカッターと仕上げゴムカッターには安全警告標識が付いています。
C. 機器の通信および操作権限
機器の操作とプロセスのパラメーターにはパスワードがなく、モーター、サーボ、および原点の構成パラメーターにはパスワード保護が提供されています。
IV.機器の設置と試運転
1.電源:単相AC220V±10% 50Hz
2.エア供給:0.5-0.7mpa(エア供給が0.5MPaの場合、
必要な流量は 300NL/分です)
3.使用環境(JISB3502による)
A.Working 温度: 0-55 ℃
B. 乾燥室は、腐食性ガスや可燃性の環境、粉塵の厳しい環境があってはなりません。
4.寸法:2850 X 2050 X 1800mm(カスタマイズ)
5.色:シルバー(カスタマイズ)
6.重量:約3000kg(≤750KG / m2)。
7.力: 12KW
8.Noise: ≤ 75db (ダスト吸引ファンを除く)
コンタクトパーソン: Ekain Zhang
電話番号: +8618669965529
ファックス: 86-0539-8067529